Thermodyne Engineering Systems

-

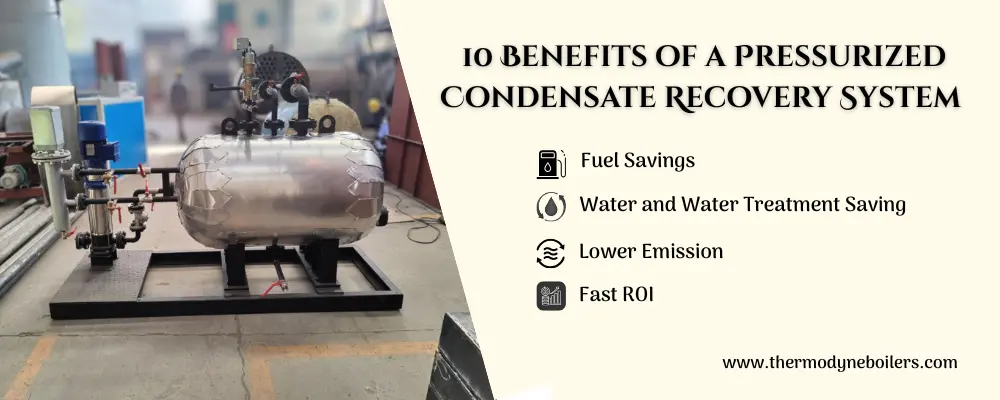
- Designed for seamless integration – high-performance piping and valves ensure smooth condensate recovery!

-
- Recover heat energy and optimize steam efficiency with our advanced Pressurised Condensate Recovery Module!

-
- Seamless integration into steam systems – optimize your condensate recovery process today!











Wastetherm- (Waste Heat Recovery Boiler)

Steam Accumulator